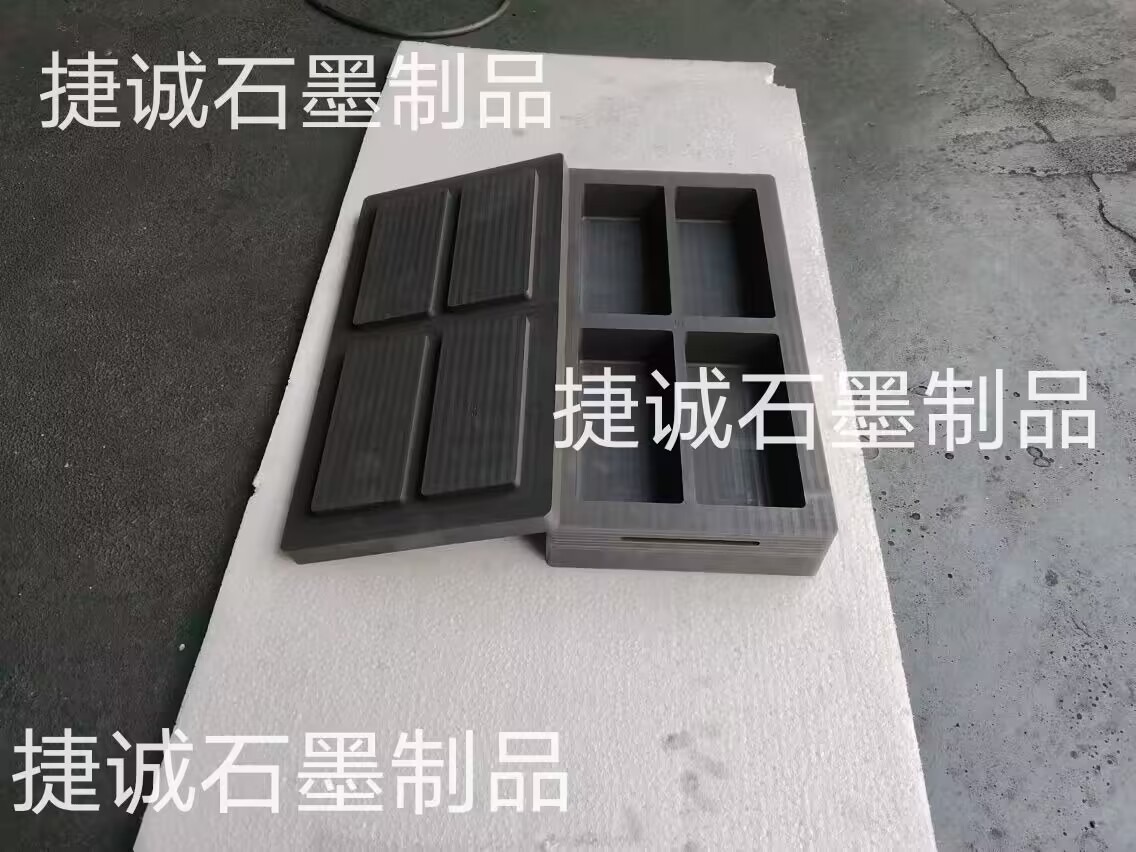
石墨油槽,石墨槽石墨方舟外围83*45*30,石墨坩埚石墨模具石墨油槽,打金石膏模具石墨油槽,耐高溫石墨油槽,石墨模具方槽熔炼金银条块,水油槽低温槽,多槽石墨油槽石墨模具石墨坩埚

捷诚石墨
13500098659
更多信息资讯扫描二维码咨询了解






-
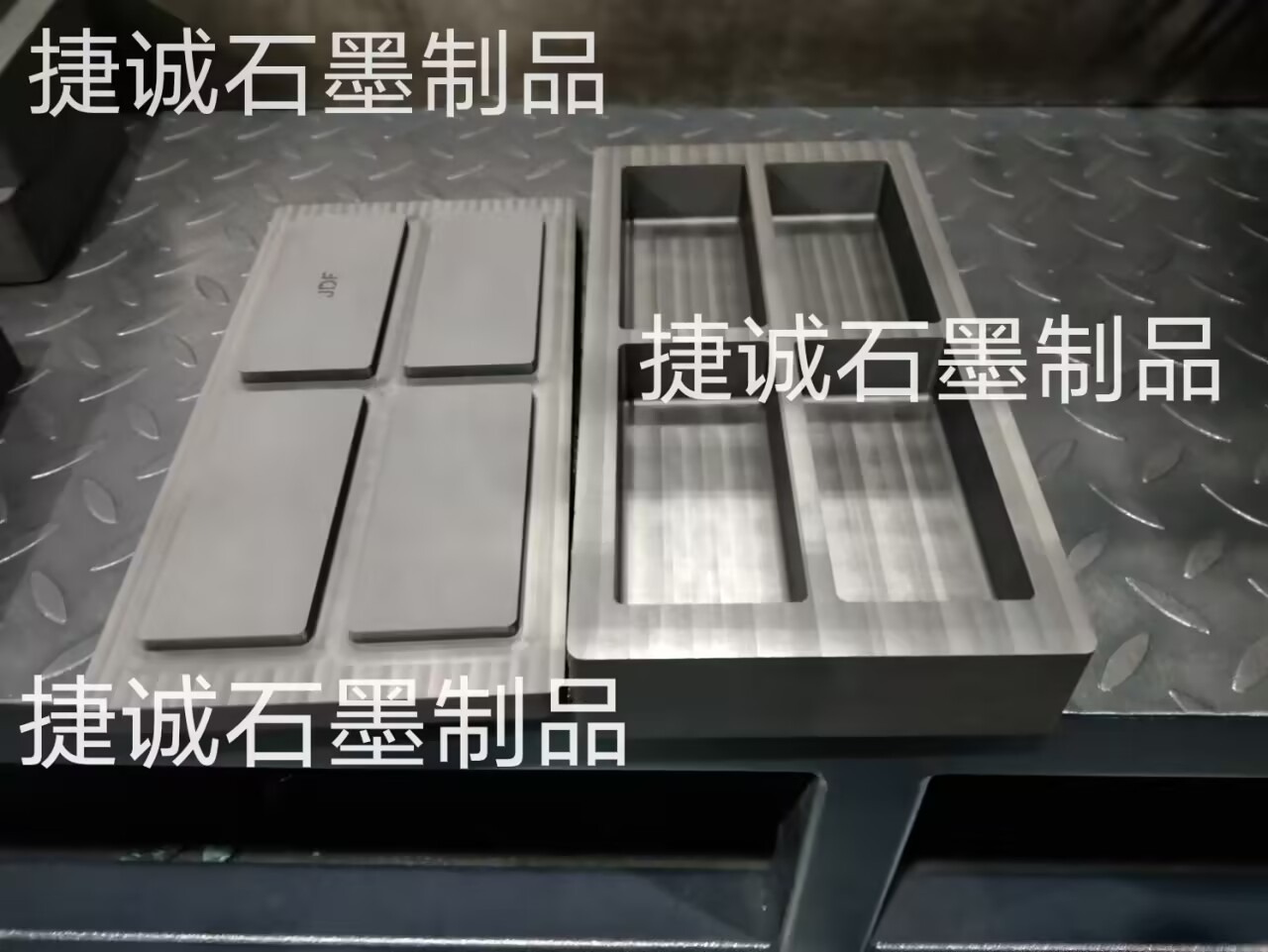 石墨油槽,石墨坩埚石墨模具石墨油槽,打金石膏模具石墨油槽,耐高溫石墨油槽,石墨模具方槽熔炼金银条块,水油槽低温槽,多槽石墨油槽石墨模具石墨坩埚,带油槽铜套螺旋油槽石墨铜套
石墨油槽,石墨坩埚石墨模具石墨油槽,打金石膏模具石墨油槽,耐高溫石墨油槽,石墨模具方槽熔炼金银条块,水油槽低温槽,多槽石墨油槽石墨模具石墨坩埚,带油槽铜套螺旋油槽石墨铜套 -
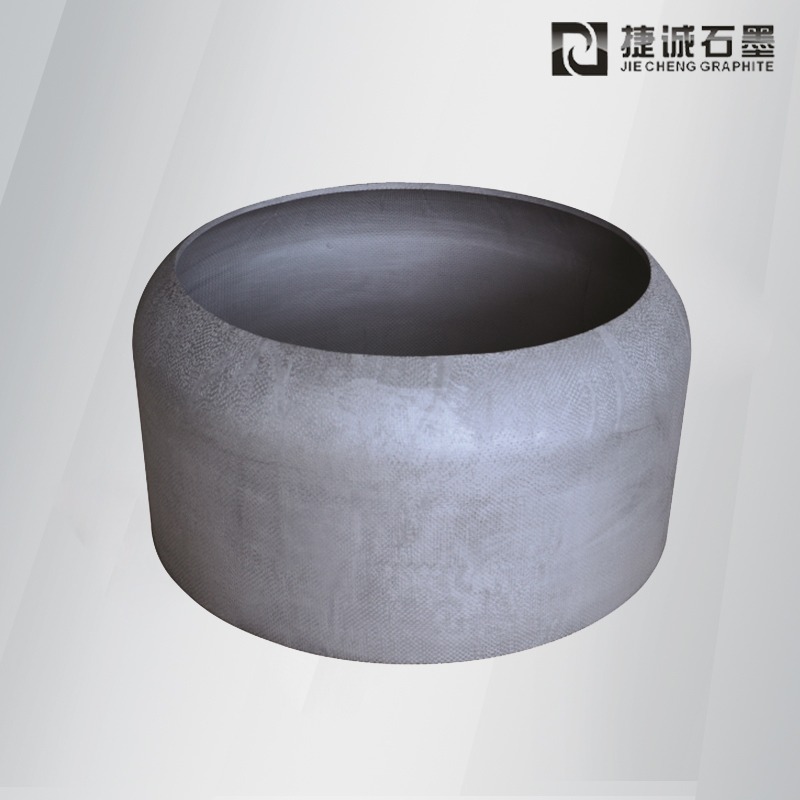
 熔炼金银钢石墨坩埚,石墨坩埚,石墨坩埚加工,高纯石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚,石墨匣钵坩埚,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家
熔炼金银钢石墨坩埚,石墨坩埚,石墨坩埚加工,高纯石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚,石墨匣钵坩埚,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家 -
 石墨坩埚,高纯石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,高纯石墨坩埚加工,石墨熔金坩埚,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家
石墨坩埚,高纯石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,高纯石墨坩埚加工,石墨熔金坩埚,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家 -
石墨坩埚,石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚,石墨匣钵坩埚,高纯石墨坩埚加工,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家,高纯石墨坩埚生产厂家
-
 石墨坩埚,高纯石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚加工,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家,高纯石墨坩埚加工厂
石墨坩埚,高纯石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚加工,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家,高纯石墨坩埚加工厂 -
 石墨单环坩埚,供应出口型熔金熔银石墨坩埚,高纯石墨坩埚带盖子圆柱形融化金银,熔银石墨坩埚铝合金熔炼坩埚,熔金熔银熔金属高频电炉工业用高纯石墨坩埚,高纯耐高温高密度实验室熔炼坩埚
石墨单环坩埚,供应出口型熔金熔银石墨坩埚,高纯石墨坩埚带盖子圆柱形融化金银,熔银石墨坩埚铝合金熔炼坩埚,熔金熔银熔金属高频电炉工业用高纯石墨坩埚,高纯耐高温高密度实验室熔炼坩埚 -
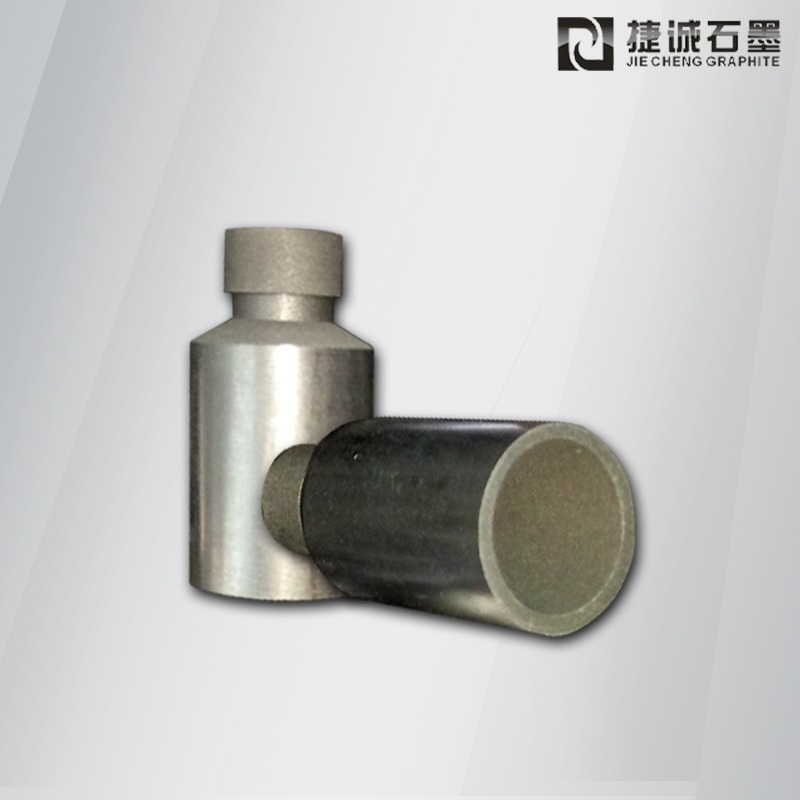 高纯石墨分析坩埚,普通石墨分析坩埚,耐热熔炼小坩埚,进口直读光谱仪石墨小坩埚,高纯耐高温裂解石墨坩埚,耐高温碳氮分析用坩埚,高密度石墨零件,高纯石墨坩埚,石墨坩埚生产厂家
高纯石墨分析坩埚,普通石墨分析坩埚,耐热熔炼小坩埚,进口直读光谱仪石墨小坩埚,高纯耐高温裂解石墨坩埚,耐高温碳氮分析用坩埚,高密度石墨零件,高纯石墨坩埚,石墨坩埚生产厂家 -
 高纯石墨氮氧氢联测仪小坩埚,冶金耐热石墨小坩埚,氧氮氢分析仪石墨坩埚,直读光谱仪石墨小坩埚,高纯石墨分析坩埚加工厂,50*150光谱纯炼金石墨坩埚,实验室专用分析仪器皿石墨坩埚
高纯石墨氮氧氢联测仪小坩埚,冶金耐热石墨小坩埚,氧氮氢分析仪石墨坩埚,直读光谱仪石墨小坩埚,高纯石墨分析坩埚加工厂,50*150光谱纯炼金石墨坩埚,实验室专用分析仪器皿石墨坩埚 -
 高纯石墨分析坩埚,实验室光谱分析仪用石墨坩埚,光谱纯材质分析仪器石墨坩埚,LECO力可石墨小坩埚,耐高温碳氮分析用坩埚 ,石墨坩埚氧氮氢分析仪,光谱纯石墨内坩埚,石墨坩埚
高纯石墨分析坩埚,实验室光谱分析仪用石墨坩埚,光谱纯材质分析仪器石墨坩埚,LECO力可石墨小坩埚,耐高温碳氮分析用坩埚 ,石墨坩埚氧氮氢分析仪,光谱纯石墨内坩埚,石墨坩埚 -
 单环石墨熔化坩埚,熔金石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚,石墨坩埚,高纯石墨坩埚加工,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家
单环石墨熔化坩埚,熔金石墨坩埚,石墨匣钵坩埚,石墨坩埚加工,石墨熔金坩埚,高纯石墨坩埚,石墨坩埚,高纯石墨坩埚加工,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家 -
高纯石墨熔金坩埚,石墨匣钵坩埚,石墨坩埚,高纯石墨坩埚,石墨熔金坩埚,石墨坩埚加工,高纯石墨坩埚加工,石墨熔金坩埚加工,石墨坩埚加工厂,高纯石墨坩埚加工厂,石墨坩埚生产厂家
石墨油槽的耐磨性是其核心功用之一,直接影响其在高温、高压、高速及含杂质光滑环境下的使用寿数和可靠性。其耐磨性源于石墨本身的层状结构、自光滑特性,以及经过资料改性和外表处理完成的功用优化。以下从耐磨机制、影响要素、改性方法及典型使用场景四个维度展开详细分析。
一、石墨油槽的耐磨机制
石墨的耐磨性首要依靠其独特的晶体结构和物理化学特性,详细表现为以下机制:
1.层状结构与自光滑性
层间滑移:石墨由碳原子经过sp2杂化构成的六元环层状结构组成,层间经过范德华力结合(结合能仅0.02-0.05eV/atom),远弱于层内共价键(结合能5-7eV/atom)。在冲突进程中,层间易发生滑移,构成低剪切强度的光滑膜,将滑动冲突转化为层间剪切,冲突系数低至0.05-0.1。
动态光滑膜构成:在光滑油介质中,石墨颗粒会从油槽外表脱落并悬浮于油中,构成“固体光滑剂+液体光滑剂”的复合光滑体系。当冲突副(如轴承与轴颈)相对运动时,石墨颗粒会吸附在接触面,构成厚度0.1-1μm的光滑膜,进一步下降冲突系数(可降至0.02-0.05)。
2.氧化维护与自修正
氧化膜构成:在300-500℃高温下,石墨外表会与氧气反应生成致密的氧化膜(首要成分为CO2和CO),该膜可阻止氧气进一步渗透,减缓氧化速率。一起,氧化膜在冲突进程中会部分脱落,但新暴露的石墨外表会从头氧化,构成动态平衡,保持光滑功用。
自修正机制:当光滑膜因机械冲击或高温损坏时,石墨层间会经过微裂纹扩展和层间滑移开释应力,一起开释新的石墨颗粒弥补光滑膜,完成自修正功用。
二、影响石墨油槽耐磨性的关键要素
石墨油槽的耐磨性受资料成分、微观结构、环境条件及加工工艺等多要素影响,详细如下:
1.资料成分与微观结构
石墨纯度:高纯石墨(杂质含量<0.1%)的耐磨性优于低纯石墨(杂质含量>1%)。杂质(如SiO2、Fe2O2)会损坏石墨层状结构,构成应力集中点,加快磨损。
孔隙率:孔隙率越高,光滑油渗透越充分,但过高的孔隙率(>20%)会导致石墨强度下降,易因机械冲击发生裂纹。通常操控孔隙率在10-15%以平衡光滑性和强度。
晶粒尺度:细晶粒石墨(晶粒尺度<10μm)的耐磨性优于粗晶粒石墨(晶粒尺度>50 μm)。细晶粒可削减裂纹扩展路径,进步抗疲劳功用。
2.环境条件
温度:
低温(<200℃):光滑油粘度较高,石墨颗粒悬浮性差,光滑膜厚度不足,耐磨性首要依靠石墨层间滑移。
中温(200-500℃):光滑油粘度下降,石墨颗粒悬浮性改善,一起氧化膜开始构成,耐磨性到达峰值。
高温(>500℃):光滑油碳化,石墨氧化速率加快,光滑膜厚度下降,耐磨性明显下降。
载荷与速度:
高载荷(>10MPa)会压缩石墨层间空隙,削减光滑膜厚度,导致冲突系数上升。
高速(>5m/s)会加剧光滑油剪切,促进石墨颗粒脱落,但一起也会加快光滑膜构成,需经过试验优化载荷-速度组合。
杂质含量:光滑油中的金属颗粒(如Fe、Cu)会嵌入石墨外表,构成“三体磨损”(即金属颗粒在石墨与冲突副之间翻滚),加快石墨磨损。通常要求光滑油中固体杂质含量<0.01%。
3.加工工艺
成型方法:
模压成型:可操控石墨晶粒取向,使层间滑移方向与冲突方向共同,进步耐磨性(比等静压成型耐磨性高20-30%)。
3D打印:经过选择性激光烧结(SLS)可制作内部流道结构,但外表粗糙度较高(Ra10-20μm),需后续抛光处理以下降磨损。
外表处理:
抛光:将外表粗糙度从Ra10μm降至Ra0.5μm,可使冲突系数下降40%,磨损率下降60%。
涂层:堆积SiC或TiN涂层(厚度1-5μm)可进步外表硬度(从HV500提高至HV2000-3000),耐磨性进步5-10倍。
三、石墨油槽耐磨性的改性方法
为进一步提高石墨油槽的耐磨性,常采用以下改性技能:
1.复合资料规划
碳纤维增强:
参加短碳纤维(长度0.1-1mm,体积分数10-30%),可构成三维增强网络,按捺裂纹扩展。试验表明,碳纤维增强石墨的磨损率比纯石墨下降70-80%。
典型使用:航空发动机主轴承光滑体系,碳纤维增强石墨油槽在500℃、15 MPa条件下,磨损率<0.001mm/年。
纳米颗粒填充:
增加纳米碳化钨(WC,粒径50-100nm)或纳米二氧化硅(SiO2,粒径20-50nm),可填充石墨微孔,构成“硬质相+光滑相”结构。纳米WC填充石墨的磨损率比纯石墨下降90%。
典型使用:矿山机械光滑体系(含砂光滑油),纳米填充石墨油槽的磨损率<0.01 mm/年,寿数是金属油槽的3倍以上。
金属基复合:
经过化学镀在石墨外表堆积镍(Ni)或铜(Cu)层(厚度1-10μm),可进步导热性和抗冲击性。金属镀层石墨油槽在高速(>10m/s)工况下的磨损率比纯石墨下降50%。
2.外表改性技能
化学气相堆积(CVD):
在石墨外表堆积SiC涂层(厚度10-50μm),硬度达HV 2500-3000,耐磨性比纯石墨进步10倍。CVD-SiC涂层石墨油槽在600℃、20 MPa条件下,磨损率<0.0005 mm/年。
物理气相堆积(PVD):
堆积TiN或CrN涂层(厚度1-5μm),可明显提高耐腐蚀性(在3.5% NaCl溶液中的腐蚀速率下降90%),一起耐磨性进步5倍。PVD涂层石墨油槽适用于海洋环境光滑体系。
激光外表处理:
经过激光熔覆在石墨外表构成熔覆层(成分可为Ni基合金或Co基合金),熔覆层硬度达HV600-800,耐磨性比纯石墨进步3倍。激光处理石墨油槽适用于重载工业设备(如轧机光滑体系)。
3. 光滑体系优化
固体光滑剂增加:
在光滑油中增加二硫化钼(MoS2,粒径1-10μm)或聚四氟乙烯(PTFE,粒径5-20 μm),可与石墨构成协同光滑效应。MoS2-石墨复合光滑体系的冲突系数可降至0.01-0.03,磨损率下降80%。
纳米光滑剂增加:
增加纳米石墨烯(厚度0.34-1nm)或纳米二硫化钨(WS2,粒径20-50nm),可填充冲突副外表微凹坑,构成超光滑光滑膜。纳米光滑剂可使石墨油槽的磨损率下降95%,寿数延长10倍以上。
四、典型使用场景与耐磨性要求
石墨油槽的耐磨性需求因使用场景而异,以下为典型场景及功用要求:
使用场景 工况条件 耐磨性要求
航空发动机光滑体系 温度500-600℃,压力10-20MPa,转速>10,000rpm 磨损率<0.001 mm/年,需采用碳纤维增强+CVD-SiC涂层复合改性技能。
核电站主泵光滑体系 温度300-400℃,压力5-10MPa,含放射性颗粒 磨损率<0.005 mm/年,需采用纳米WC填充+激光熔覆外表处理技能。
矿山机械光滑体系 温度<100℃,压力2-5MPa,含砂量>0.1% 磨损率<0.01 mm/年,需采用纳米SiO2填充+MoS2固体光滑剂复合改性技能。
工业炉光滑体系 温度800-1000℃,压力<1MPa,氧化性强 磨损率<0.05mm/年,需采用金属镀层石墨+抗氧化涂层(如Al2O2)复合改性技能。
五、总结
石墨油槽的耐磨性是其核心优势,经过以下策略可完成功用优化:
资料规划:采用碳纤维增强、纳米颗粒填充等复合资料技能,提高抗磨损才能。
外表改性:经过CVD、PVD或激光处理构成硬质涂层,下降外表磨损速率。
光滑优化:增加固体或纳米光滑剂,构建协同光滑体系,延长光滑膜寿数。
未来,随着纳米增强技能(如石墨烯填充)和智能光滑体系(如实时监测光滑膜厚度并主动弥补光滑剂)的开展,石墨油槽的耐磨性将进一步提高,使用领域也将拓宽至更苛刻的工业场景(如超高速切削机床、深海配备光滑体系)。